La cémentation des aciers est l’un de ces procédés industriels discrets qui rendent possibles des pièces à la fois résistantes à l’usure et capables d’encaisser des chocs. Derrière un engrenage automobile, un axe de transmission ou un composant de serrure soumis à des frottements répétés, il y a souvent ce traitement thermique de surface, précis et très encadré.
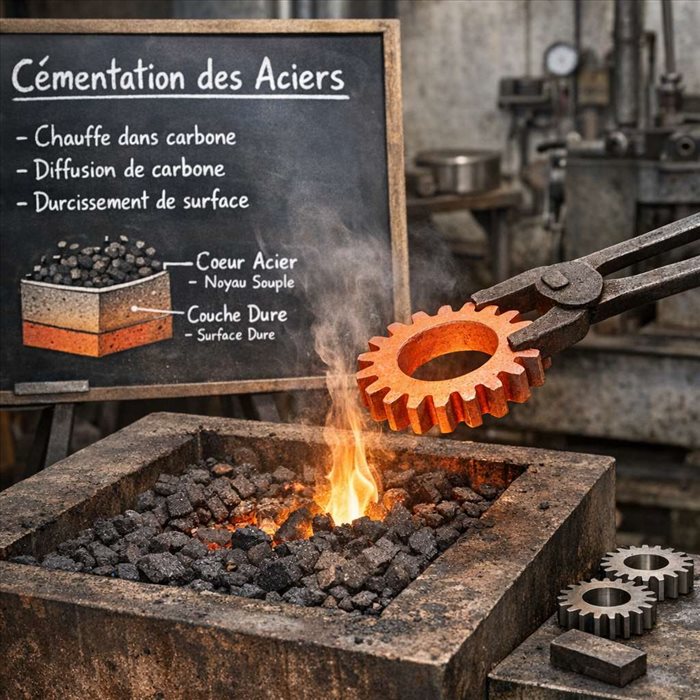
La cémentation est un traitement thermochimique appliqué aux aciers. Son objectif est simple à formuler : enrichir la surface d’une pièce en carbone, puis la durcir par trempe, tout en conservant un cœur plus doux et plus tenace. On obtient ainsi une pièce capable de résister à l’usure en surface sans devenir cassante dans toute son épaisseur.
Cette combinaison est particulièrement recherchée dans les organes mécaniques soumis à des contraintes sévères. Un pignon, par exemple, doit présenter des dents très dures pour limiter l’arrachement de matière au contact d’un autre engrenage. Mais son cœur doit rester suffisamment résilient pour absorber les efforts alternés, les vibrations et les chocs.
Contrairement à un durcissement dans la masse, la cémentation ne vise donc pas à transformer toute la pièce. Elle crée une couche superficielle durcie, appelée couche cémentée, dont l’épaisseur varie généralement de quelques dixièmes de millimètre à plusieurs millimètres selon l’usage prévu.
Le fonctionnement de la cémentation repose sur la diffusion du carbone dans l’acier à haute température. La pièce est chauffée le plus souvent entre 880 °C et 950 °C, parfois davantage selon les nuances et les procédés. À ces températures, l’acier se trouve dans un domaine où sa structure cristalline, appelée austénite, peut dissoudre davantage de carbone.
La surface de la pièce est placée dans un milieu riche en carbone. Ce milieu peut être gazeux, solide, liquide ou obtenu sous vide avec introduction contrôlée d’hydrocarbures. Le carbone disponible à la surface pénètre progressivement dans l’acier. La profondeur atteinte dépend du temps de maintien, de la température, de la composition de l’acier et du potentiel carbone de l’atmosphère.
Ce phénomène n’est pas instantané. Plus on souhaite une couche profonde, plus le cycle est long. En industrie, une cémentation destinée à obtenir une profondeur efficace d’environ 0,8 mm peut durer plusieurs heures. Pour des pièces fortement sollicitées, comme certains engrenages de boîtes de vitesses, les durées peuvent être nettement plus importantes.
Un cycle de cémentation commence généralement par une préparation rigoureuse des pièces. Les surfaces doivent être propres, exemptes d’huile, d’oxydes ou de contaminants susceptibles de perturber l’enrichissement en carbone. Dans certains cas, des zones sont masquées pour éviter qu’elles ne soient cémentées, par exemple avec des pâtes protectrices ou des dispositifs adaptés.
Vient ensuite la montée en température dans le four. La phase d’enrichissement permet d’amener du carbone à la surface, tandis que la phase de diffusion homogénéise partiellement le profil de carbone dans la couche. Les paramètres sont choisis en fonction de la profondeur visée et de la dureté attendue après trempe.
Après la cémentation proprement dite, la pièce est généralement trempée. Elle peut l’être directement depuis la température de cémentation ou après un refroidissement et un réchauffage à une température adaptée. Le choix dépend de la nuance d’acier, de la géométrie de la pièce et des risques de déformation. Un revenu à basse température suit souvent la trempe afin de réduire les contraintes internes sans perdre l’essentiel de la dureté.
L’enrichissement en carbone ne suffit pas, à lui seul, à produire la dureté finale. La transformation décisive intervient lors de la trempe. Le refroidissement rapide fige une structure très dure dans la zone enrichie : la martensite. Plus la teneur en carbone est élevée en surface, plus la martensite obtenue peut atteindre une dureté importante, souvent autour de 58 à 64 HRC selon les applications.
Cette transformation explique pourquoi la cémentation est indissociable du traitement thermique qui la suit. Pour approfondir ce mécanisme, la formation de la martensite dans l’acier illustre bien le lien entre composition, refroidissement rapide et dureté.
Le cœur de la pièce, moins riche en carbone, ne durcit pas au même niveau. C’est précisément l’intérêt du procédé. La surface devient résistante au frottement, au matage et à la fatigue de contact, tandis que l’intérieur conserve une meilleure capacité à se déformer légèrement sans rompre brutalement.
La cémentation s’applique surtout aux aciers à faible teneur en carbone, souvent entre 0,10 % et 0,25 %. Ces aciers ne seraient pas très durs s’ils étaient simplement trempés dans la masse, mais ils constituent d’excellents candidats pour un durcissement superficiel. Des éléments d’alliage comme le chrome, le nickel, le manganèse ou le molybdène améliorent la trempabilité, la résistance mécanique et la stabilité du traitement.
On trouve des aciers de cémentation dans l’automobile, l’aéronautique, la machine-outil, les transmissions mécaniques et certains équipements de sécurité. Engrenages, arbres cannelés, cames, axes, douilles, couronnes et pignons figurent parmi les exemples les plus courants. Les contraintes de frottement et de contact y sont suffisamment fortes pour justifier un traitement spécialisé.
Tous les aciers ne se prêtent pas au même raisonnement. Les aciers inoxydables, par exemple, posent des questions spécifiques liées à leur composition et à leur résistance à la corrosion. Les familles comme les aciers inoxydables austénitiques ne sont pas choisies pour les mêmes propriétés que les aciers de cémentation classiques.
Historiquement, la cémentation pouvait être réalisée en caisse, avec des pièces entourées d’un mélange solide contenant du carbone, comme du charbon de bois additionné d’activateurs. Ce procédé, robuste mais lent et moins précis, a été largement remplacé dans l’industrie moderne par des techniques mieux contrôlées.
La cémentation gazeuse reste très répandue. Les pièces sont chauffées dans un four où circule une atmosphère carburante, souvent élaborée à partir de gaz endothermique et d’enrichissements en hydrocarbures. Des sondes permettent de contrôler le potentiel carbone, c’est-à-dire la capacité de l’atmosphère à enrichir la surface.
La cémentation basse pression, ou cémentation sous vide, s’est développée pour des applications exigeantes. Elle limite l’oxydation intergranulaire, améliore la propreté des surfaces et permet de traiter des géométries complexes avec une bonne reproductibilité. Elle est souvent associée à une trempe sous gaz à haute pression, qui réduit certains risques de pollution et de déformation par rapport aux bains d’huile.
Une pièce cémentée ne se juge pas seulement à sa dureté de surface. Les contrôles portent aussi sur la profondeur de couche, le profil de dureté, la microstructure, les déformations et l’absence de défauts. La profondeur efficace est souvent définie par la distance à laquelle la dureté descend sous une valeur de référence, par exemple 550 HV dans de nombreux cahiers des charges.
Des coupes métallographiques permettent d’observer la structure après polissage et attaque chimique. Les essais de microdureté, réalisés du bord vers le cœur, donnent une cartographie précise du durcissement. Ces mesures sont essentielles pour vérifier que la couche obtenue correspond aux contraintes prévues en service.
Les défauts possibles ne sont pas anecdotiques. Une teneur en carbone trop élevée peut favoriser l’austénite résiduelle excessive ou la formation de carbures indésirables. Une trempe trop sévère peut provoquer des fissures ou des déformations. À l’inverse, un refroidissement insuffisant limite la dureté. Le phénomène général du durcissement obtenu après trempe aide à comprendre pourquoi la vitesse de refroidissement reste un paramètre aussi critique.
La cémentation est choisie lorsque l’on recherche une surface très dure, une bonne résistance à la fatigue de contact et un cœur tenace. Elle répond bien aux besoins des transmissions mécaniques, où les pressions locales sont élevées et répétées. Dans une boîte de vitesses, par exemple, les dents d’engrenages cémentées supportent des millions de cycles sans perdre rapidement leur géométrie.
Le procédé a toutefois ses limites. Il demande des températures élevées, ce qui peut entraîner des déformations, surtout sur des pièces minces ou asymétriques. Il nécessite aussi des équipements coûteux, une atmosphère contrôlée et une maîtrise fine des cycles. Pour certaines pièces finies avec des tolérances serrées, une rectification après traitement peut être indispensable.
D’autres traitements peuvent être préférés selon le contexte. La nitruration, réalisée à plus basse température, limite les déformations et donne une excellente résistance à l’usure, mais ses couches sont généralement moins profondes. La trempe par induction durcit localement des zones définies, sans enrichissement chimique. Le choix dépend donc de la matière, de la géométrie, du coût acceptable et des performances attendues.
Bien maîtrisée, la cémentation des aciers reste une solution de référence pour fabriquer des composants durables. Elle illustre un principe central de la métallurgie moderne : adapter finement la surface d’une pièce à son environnement d’usage, sans sacrifier les qualités mécaniques de son cœur.